全国24小(xiǎo)时咨询热线(xiàn)
全国24小(xiǎo)时咨询热线(xiàn)

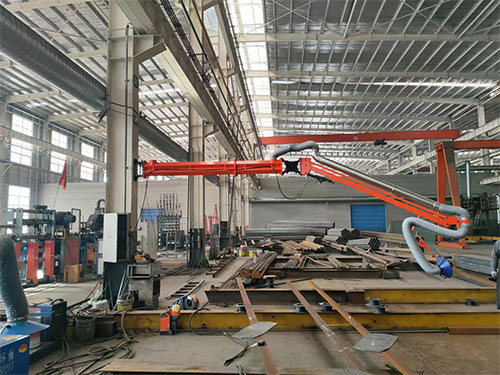
针对焊烟(yān)吸气臂(bì)吸不干净烟尘的问题,可从(cóng)设备(bèi)维护、工艺优化、操作规范、系统升(shēng)级四方面综(zōng)合解决(jué),具体(tǐ)方案如下:
一、设备检查与维护
风(fēng)量校(xiào)准
检测风机状态:使用风速仪测量吸气臂入口风速,确保风速(sù)≥20m/s(高负(fù)压(yā)型需≥25m/s)。若风速(sù)不足,需检(jiǎn)查风机皮带(dài)是否松动(dòng)、电机是否缺相,或清理(lǐ)风机叶轮积尘。
管道漏(lòu)风排查(chá):对吸(xī)气臂软管、连接法兰涂抹(mò)肥皂水,观(guān)察是否有气泡产(chǎn)生。漏风点需(xū)用密封胶(jiāo)或卡箍加固,确保系统负压不流失。
滤筒清(qīng)理与(yǔ)更换(huàn)
脉冲反吹(chuī)测试:启动设备自带的脉冲反吹(chuī)功能,观察(chá)滤筒表面(miàn)是否抖落积尘。若(ruò)反(fǎn)吹无效,需检查气包压(yā)力(需(xū)≥0.5MPa)及电磁阀是否堵塞。
滤筒更换周期:根据焊接时长(zhǎng),通(tōng)常(cháng)滤筒需(xū)每3-6个月(yuè)更(gèng)换一次。若焊接烟尘含油性成分(如使用防飞溅剂),需缩短至2个月更换(huàn)。
吸气臂状态检(jiǎn)查
关(guān)节灵活性:手动活动吸气臂各关节,确保无卡滞(zhì)。若(ruò)关节松动,需(xū)紧固螺栓或更(gèng)换磨损的轴承。
吸气(qì)罩位置(zhì):检查吸气罩是(shì)否(fǒu)紧贴焊缝区域,距离工件(jiàn)表(biǎo)面应控制在5-10cm。若吸气罩(zhào)变形(xíng),需更换为耐高(gāo)温的304不锈钢(gāng)材质。
二、工艺优化
低尘焊接材料
药(yào)芯焊丝替(tì)代:将高(gāo)尘药芯焊丝(如(rú)E71T-1)替(tì)换为(wéi)低尘金属粉芯焊丝(如E70C-6M),可减(jiǎn)少30%-50%的烟(yān)尘产生。
实心焊丝选择:优先选用镀(dù)铜实(shí)心焊丝(如(rú)ER70S-6),其(qí)焊接烟(yān)尘量比药芯焊丝低40%以上。
焊(hàn)接(jiē)参数调整
降低热输入:在保(bǎo)证焊(hàn)缝(féng)成(chéng)型的前提下,将焊接(jiē)电(diàn)流降低10%-15%,电压降低1-2V,可减(jiǎn)少电弧(hú)能量输入,从(cóng)而降(jiàng)低烟尘产生量。
脉冲焊接模式:采用(yòng)脉冲(chōng)MIG/MAG焊,通过(guò)周(zhōu)期(qī)性(xìng)调节(jiē)电流,实现“低温熔(róng)滴过渡”,烟尘量可比(bǐ)传统工艺减(jiǎn)少40%以上。
三、操作规范
焊枪角(jiǎo)度控(kòng)制
最佳角度(dù):保持焊枪与工件夹角在70°-80°,避免药皮成分过度飞(fēi)溅。若角度过小(<60°),烟尘量(liàng)可能增(zēng)加20%-30%。
连续焊(hàn)接:减少起弧、收弧次数,每(měi)次起弧瞬间烟尘量(liàng)是(shì)正常焊接的3-5倍(bèi)。
工件(jiàn)预处理
除锈除油:焊接前用角磨机清理工件(jiàn)表面锈迹、油污,减少焊接时有害物质的挥发。
坡口设计(jì):优化坡口角度(如V型坡口角度控(kòng)制在60°-70°),减少(shǎo)填充金属量(liàng),从而降低烟(yān)尘产生。
四、系统升级方(fāng)案(àn)
增加辅(fǔ)助吸气口(kǒu)
双(shuāng)吸气臂(bì)配置:在焊接工(gōng)位两侧各安(ān)装一支吸气臂,形(xíng)成“包围式”捕(bǔ)集,烟尘捕集(jí)率可(kě)提升至90%以上(shàng)。
顶吸罩补充:在工位(wèi)上方加装(zhuāng)顶吸罩,捕(bǔ)捉逃逸(yì)的(de)烟尘(chén),适用(yòng)于仰焊(hàn)等高难度工况。
高负压升级(jí)
风机替换(huàn):将现(xiàn)有风机(jī)替换为高(gāo)压风机(压力≥5kPa),提高吸气臂的(de)捕集能力(lì)。
变频(pín)控制:安(ān)装变频器,根据焊接电流自动调(diào)节风机转速(sù),实现节(jiē)能(néng)与高效(xiào)捕集(jí)的平衡。
源头捕集(jí)装(zhuāng)置
焊枪集成(chéng)式(shì)吸气罩:定制与焊枪(qiāng)一体的吸(xī)气罩,距离焊点仅(jǐn)2-3cm,烟尘产(chǎn)生瞬间即被捕集。
机器人焊(hàn)接随(suí)动系统:为焊接机器人配备随动(dòng)式吸气臂(bì),通过传(chuán)感器实(shí)时(shí)跟(gēn)踪焊枪位置,确保持续捕集。
五(wǔ)、应急处理措施(shī)
临时补(bǔ)风
移动式风机:在吸气臂捕(bǔ)集盲区(如工件背面)放置移动式风(fēng)机,形成定向气流,将烟尘吹向吸气臂覆盖范围。
压(yā)缩空气气帘:在焊接区域上方设置压(yā)缩空气喷嘴,形成“气(qì)帘”阻挡烟尘扩散。
人(rén)工辅(fǔ)助(zhù)
手(shǒu)动导流:由(yóu)专人持软管,在焊接时手动引导(dǎo)烟尘流向吸气臂入口。
局部(bù)降温:对高温(wēn)工件焊(hàn)接(jiē)时,先用(yòng)压缩空气(qì)冷却(què)工(gōng)件(jiàn),减(jiǎn)少烟(yān)尘挥发。
六、长期维护计(jì)划
建立(lì)巡检制度
每日检查:开机前检查(chá)吸气臂灵活性(xìng)、滤筒反吹功能。
每周维护:清理风机叶(yè)轮积(jī)尘、检查(chá)管道(dào)漏风。
月度(dù)保养(yǎng):更换滤筒、润滑吸气臂关节。
操作培训
理论培训:讲解烟尘危害、设备原理及(jí)操作规范。
实操考核:模(mó)拟焊接(jiē)场景(jǐng),考核焊(hàn)枪角度、连续焊接(jiē)等技能,合格率需达100%。
焊烟吸气臂吸不干净烟尘通过以(yǐ)上(shàng)措(cuò)施,可系统(tǒng)性解决焊(hàn)烟吸(xī)气臂吸不干(gàn)净的问题,确保焊接烟尘捕集率提升至90%以上,同时延长(zhǎng)设(shè)备使用寿命,降低(dī)长期维护成本。
郑州米兰平台和启风(fēng)环(huán)保科技有限公司

打(dǎ)开微信扫描(miáo)二维码
微信号:qfshuixuantaCopyright © 2025 All Rights Reserved. 豫(yù)ICP备18029529号
XML地图